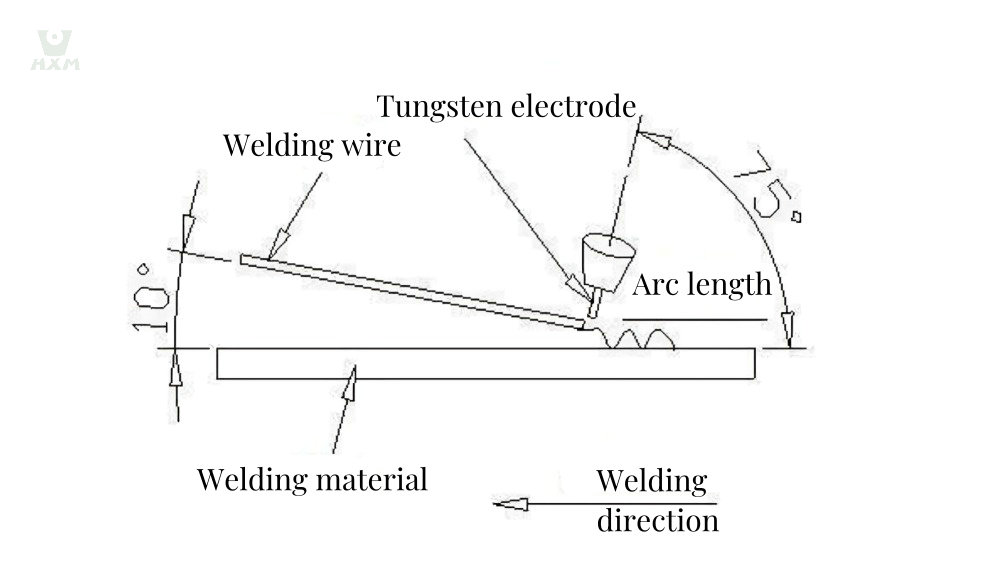
В этом блоге мы подробно рассмотрим ключевые этапы и особенности сварки нержавеющей стали TIG. От тщательной подготовки перед сваркой до точного выполнения во время работы и тщательного последующего обращения — каждый этап отражает уважение к процессу и стремление к качеству. Сварка TIG нержавеющей стали, как высококачественный метод сварки, несомненно, играет важную роль в производстве изделий из нержавеющей стали.
Сварка нержавеющей стали TIG — это не просто технология, но и стремление к качеству. В Huaxiao Metal мы уже много лет работаем в сфере экспорта нержавеющей стали, всегда стремясь предоставить клиентам высококачественную продукцию из нержавеющей стали. Если у вас есть какие-либо потребности, пожалуйста, свяжитесь с нами, и мы будем рады вам помочь.